Elaborar un zumo de frutas resulta, a priori, sencillo: sólo habría que elegir una fruta de calidad, un buen método de elaboración y las herramientas adecuadas. Pero cuando se trata de zumo de oliva, que sólo representa una porción del 20-25% de la fruta, obtenerlo puede ser complicado.
Un buen zumo de frutas
Los factores que pueden determinar la calidad del aceite de oliva obtenido dependen fundamentalmente del modo en el que se manipulan los frutos y la forma en la que es elaborado, ya que ninguna variedad de aceituna dará de por sí aceites defectuosos en cuanto a sus características organolépticas. Unas aceitunas sanas, recolectadas de un modo adecuado y molturadas de forma eficaz y cuidada rara vez, por no decir nunca, darán lugar a un aceite defectuoso.
Acabamos de mencionar en cuatro líneas las bases para obtener un producto de calidad que son comunes en cualquier otro proceso de elaboración-transformación para obtener un producto alimentario: una buena materia prima, asegurar un transporte hasta la industria adecuado, un proceso óptimo de elaboración y un cuidado almacenamiento.
«Unas aceitunas sanas, recolectadas de un modo adecuado y molturadas de forma eficaz y cuidada, rara vez darán lugar a un aceite defectuoso»
En el caso del aceite de oliva la materia prima tiene que ser olivas sanas, libres de ataques de plagas y hongos que deterioran la calidad. Las aceitunas se recolectan del árbol y nunca se deben mezclar con aquellas que hayan podido caer al suelo. La recolección se debe realizar de modo que la aceituna no sufra golpes ni magulladuras. El momento óptimo de recolección será aquel en el que el contenido en aceite sea máximo y de las mejores características, lo que se podrá determinar realizando un control periódico de las aceitunas. Dicho momento óptimo de recolección depende de la variedad de aceituna y de la zona climática en la que se encuentre. También se pueden observar diferencias entre cultivos de regadío y secano.

Una cuidada elaboración
Una vez recolectada la aceituna se debe llevar a la almazara y aquí es donde empiezan las diferentes etapas que llevarán a la obtención del preciado zumo de aceituna. En general, a las aceitunas se las debe liberar de la carga de pequeños trozos de ramitas, hojas y piedras que suelen acompañarlas. Los elementos menos pesados que las aceitunas se pueden eliminar con las limpiadoras que, mediante una corriente de aire, permiten la separación. Los «acompañantes» de peso similar a la aceituna se eliminan con las despalilladoras.
Estos «acompañantes» darían al aceite un excesivo picor y sabor verde. Además, y sobre todo, en el caso de aceitunas del suelo, es necesario lavarlas para limpiarlas de restos de tierra y polvo.
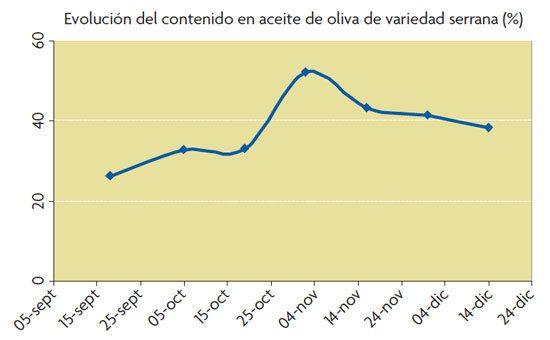
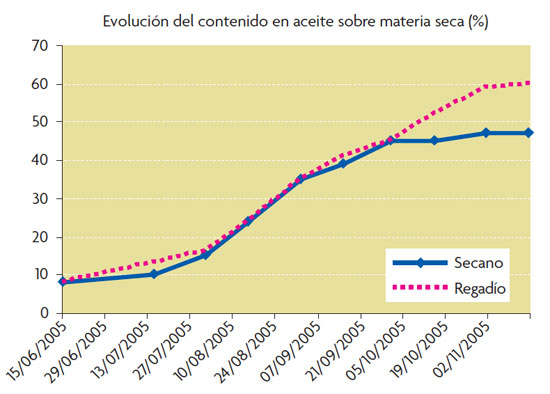
Evolución del contenido en aceite sobre materia seca vs. tiempo en aceitunas de secano y regadío (gráfica superior) y en aceituna de variedad serrana (autóctona del Alto Palancia, Castellón). Fuente: Abad, M. y P. Roures. Estudio varietal, Intercoop Calidad Agroalimentaria.
Lo ideal sería elaborar el aceite inmediatamente, pero en el caso de que la entrada de aceitunas supere el ritmo de molturación hay que almacenar el fruto en la almazara, para lo cual se disponen normalmente de tolvas de almacenamiento que deben ser de acero inoxidable o de otro material pero recubiertas en su interior por éste.
Esta etapa es el primer punto por el que un aceite puede empezar a perder calidad ya que durante el almacenamiento de las aceitunas se inicia el proceso de atrojado que genera un grave deterioro de las características sensoriales, una elevación de la acidez debido a la actividad microbiana y una disminución de la estabilidad al perder polifenoles.
Las aceitunas nunca se deben almacenar más de 24 horas, salvo que el productor se resigne a que el aceite obtenido, aún proviniendo de aceitunas sanas y en perfectas condiciones, no sea virgen extra y difícilmente virgen debido a los numerosos defectos organolépticos y fisicoquímicos que arrastrará.
A romper células y formar gotas
La molturación de las aceitunas destruye las membranas celulares, lo que permitirá el agrupamiento de las microgotas de aceite en partículas de tamaño variable que entrarán en contacto con el agua de vegetación de la aceituna y con los posibles restos de agua que la aceituna arrastre si ha sido lavada previamente.
En las almazaras modernas, los molinos de empiedros se han sustituido por molinos de martillo o de discos dentados, siempre de acero inoxidable, que permiten controlar mejor el tamaño de partícula así como facilitar la limpieza del sistema siempre que sea necesario.

Proceso de atrojado durante el almacenamiento. / V. Rodríguez
Una vez molturada la aceituna es necesario someterla a un batido. El cuerpo de batidoras de la almazara consiste en unos depósitos cilíndricos en cuyo interior existe un eje de paletas que bate la pasta a velocidad constante. Además, están cubiertos en su parte exterior por una camisa por la que circula un líquido calefactor que suele ser agua. Como la extracción de aceite tiene lugar durante el invierno y la aceituna está fría, en general es necesario calentar un poco la pasta con el fin de facilitar la fluidificación del aceite y así posibilitar la extracción. Sin embargo, la temperatura no debe superar los 30 ºC en ningún caso, dado que, si bien a mayor temperatura aumentamos la extractabilidad, también provocamos una mayor liberación de los compuestos volátiles responsables de la estabilidad del aceite y de su sabor afrutado, lo que da lugar a aceites planos y con defectos organolépticos.
Por otra parte sólo se podrá utilizar la denominación de «extracción en frío» en aquellos aceites virgen extra y virgen cuya temperatura de batido nunca supere los 27 ºC (Reglamento CE 1019/2002 sobre las normas de comercialización del aceite de oliva).

Molino de empiedros. / V. Rodríguez
Con el batido de la pasta de aceitunas lo que se procura es que las partículas de aceite dispersas en la masa se agrupen en partículas de mayor tamaño y que, llegado el caso, puedan formar una fracción continua de aceite. En función del grado de molienda, tamaño de partícula y del contenido en agua de vegetación de la aceituna, la pasta resultante será más o menos fácil de manejar ya que durante este batido, y debido a ello, se pueden formar emulsiones que dificultan mucho el manejo de la pasta para extraer aceite. Para evitar estas emulsiones, hasta hace unos años se podían adicionar durante el batido enzimas (generalmente una carbohidrasa proveniente del hongo Aspergillus aculeatus), que actuaban sobre las membranas lipoproteicas que recubren las gotas de aceite, rompiéndolas y facilitando así su liberación y su extracción.
En la actualidad el empleo de enzimas no está permitido (Reglamento CE 1513/2001 relativo a la estrategia de la calidad para el aceite de oliva) y el único coadyuvante autorizado es el talco, ya que no tiene ninguna acción química ni bioquímica. Su acción se basa en la adsorción de moléculas de agua para que se reduzca la formación de emulsiones y se facilite la extracción del aceite. Este coadyuvante aplicado en dosis correctas no afecta a los parámetros fisicoquímicos del aceite ni a sus características organolépticas.
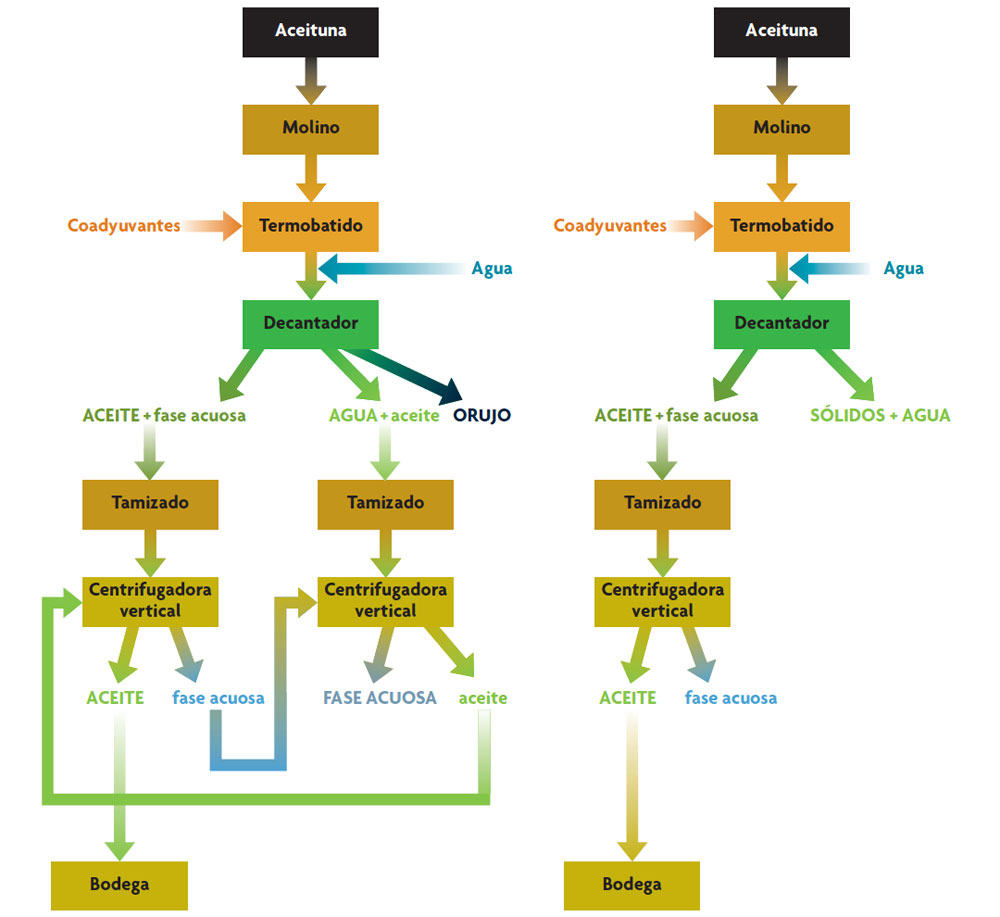
A) Esquema del proceso de elaboración del aceite en un sistema de tres fases. (Modificado de Alba, 2004). B) Esquema del proceso de elaboración del aceite en un sistema de dos fases. (Modificado de Alba, 2004).
Extracción del líquido
Una vez batida la pasta hay que separar el aceite que contiene, para lo que se pueden emplear diferentes sistemas: presión (sistema tradicional), filtración selectiva y extracción por centrifugación en tres o dos fases.
En el sistema tradicional la separación de la fase líquida se realiza por presión, suministrada por una prensa hidráulica, distribuyendo la pasta de aceitunas sobre capachos. Los capachos son discos, generalmente de esparto, que permiten repartir las pasta en ellos pero a su vez dejarán escurrir el aceite si se les somete a presión.

Molino de martillos. / V. Rodríguez
En el flujo de aceite que se produce durante el prensado influye positivamente la presencia en la pasta de un grado de humedad y de un alto porcentaje de materias sólidas incompresibles (hueso), condiciones que facilitan el drenaje de las fases líquidas a través de la torta de orujo (Espínola Lozano, 1996). El orujo está compuesto por los restos de hueso triturado, piel y pulpa de la aceituna.
Este sistema, aunque puede permitir obtener aceites de calidad si la fruta es adecuada, tiene como principal inconveniente la elevada lentitud del proceso, lo que dificulta la transformación de toda la aceituna que entra en la almazara en un tiempo menor de 24 horas, con lo que es posible que se produzcan defectos en las características organolépticas debido al atrojamiento. Además, la limpieza de los capachos es siempre complicada y no siempre es posible garantizar la eliminación completa de restos de pasta, por lo que se pueden producir fermentaciones que disminuyan la calidad final del producto. Este sistema lleva también aparejado un elevado coste en mano de obra.

Batidora (arriba) y detalle (debajo). Detalle: aceite sobrenadante en la masa de aceitunas. / V. Rodríguez
El mosto oleoso obtenido con este sistema llevará aceite pero también una porción de agua de vegetación que se deberá separar. Para esto el «caldo» obtenido se pasa a unos depósitos comunicados entre sí para que se produzca la decantación natural del agua. El problema de este tipo de separación es el tiempo que el aceite está en contacto con el alpechín, que no deja de ser agua de vegetación de la aceituna en la que se pueden ir produciendo fermentaciones, lo que puede ir en detrimento de la calidad organoléptica del producto obtenido.
El principio físico que explica la filtración selectiva es la diferente tensión superficial (la tensión superficial es la fuerza que mantiene unidas las moléculas de un líquido) del aceite y del agua de vegetación. Así, la tensión superficial del aceite es menor que la del agua, lo que hace que, al poner ambos líquidos en contacto con los poros de una superficie filtrante, el aceite pase por ellos pero no el agua, ya que es mayor la fuerza con la que se unen las moléculas de esta última (Espínola Lozano, 1996).

P. Ibáñez
El objeto de esta filtración selectiva o extracción parcial no es el de obtener todo el aceite contenido en la pasta, sino aquella parte que queda sobrenadando durante el batido de la masa. El aceite así obtenido hay que centrifugarlo, al igual que se hará con el resto contenido en la masa, si bien es conveniente almacenar esta primera porción de aceite por separado, ya que en general el aceite que se obtiene por extracción parcial reúne unas condiciones superiores de calidad tanto en acidez como en características organolépticas.
En un sistema de mercado donde la competencia en precio del aceite de oliva frente a otros productos oleosos es complicada de ganar, la apuesta clara debe ser la calidad del producto. En este sentido poder ofrecer una porción de aceite de calidad superior puede ser una opción interesante para producciones que no se caractericen por su elevado volumen.
«En un sistema de mercado, la apuesta clara debe ser la calidad del producto»
La elaboración moderna del aceite incluye la extracción por centrifugación en tres o dos fases. Estos sistemas funcionan en fase dinámica, es decir, la alimentación de pasta y el flujo de sólidos y fases líquidas separadas es continuo. En ellos, la separación sólido-líquido está basada en el efecto clasificador que produce en los constituyentes de la masa de aceitunas batida la fuerza centrífuga generada por un rotor que gira aproximadamente a 3.000 rpm, debido a las diferencias de densidad entre las fases.

Detalle de los capachos de una almazara tradicional. Abajo, prensa completa. / V. Rodríguez
El equipo fundamental en esta operación es la centrífuga horizontal (decanter). El decanter consiste en un tambor cilindrocónico que puede girar de 3.000 a 4.000 revoluciones por minuto y lleva en su interior un cuerpo hueco, de forma similar, con resalte helicoidal. Merced a una pequeña diferencia entre la velocidad de rotación del tambor y del tornillo sinfín (más rápido), el orujo, sólido, sale por un extremo de la centrifugadora y el aceite y el agua, alpechín, por el opuesto en el caso de un sistema de tres fases. Además, habrá sido necesario adicionar una pequeña cantidad de agua a la entrada de la pasta en el decanter para fluidificarla y así facilitar la separación.
Aunque el decanter es capaz de separar el aceite de la otra fase líquida, el alpechín, que está compuesta por el agua adicionada más el agua de vegetación de la aceituna, y de la fase sólida, el orujo, que contiene los restos de desecho de la aceituna, nada es perfecto y para evitar pérdidas de rendimiento lo que se hace es someter las corrientes líquidas obtenidas (aceite con poca agua y agua con poco aceite) a una centrifugación posterior. Antes de esta nueva centrifugación las corrientes de aceite y agua se hacen pasar por unos tamices vibratorios para eliminar los escasos sólidos que puedan estar presentes. De esta forma se consigue separar de la corriente rica en aceite su componente acuosa y lo mismo de la corriente de alpechín, rica en agua y pobre en aceite. Esta separación tiene lugar en las centrifugadoras verticales que giran en torno a las 6.000-7.000 rpm.

P. Ibáñez
En el caso de que se trate de un decanter en un sistema de dos fases, normalmente no se adiciona agua a la entrada del decanter por lo que se ahorra considerablemente el consumo con este sistema. En este caso lo que se obtiene es una fase oleosa muy rica en aceite separada de otra líquida llamada alperujo formada por el orujo junto con el alpechín. El alperujo es la fase líquida formada por el agua de vegetación de la aceituna junto con el resto de huesos, piel y pulpa.
La corriente de aceite obtenida en un sistema de dos fases también será necesario someterla a una centrifugación posterior, en las centrífugas verticales, para eliminar los pequeños restos de agua y partículas sólidas que pudiera llevar. Las centrífugas verticales que se emplean para la separación líquido-líquido se basan en el mismo principio de la fuerza centrífuga y la diferencia de densidades entre las fases a separar.
«Tan importante como obtener el líquido será almacenarlo de forma que no pierda ninguna de sus cualidades»
Las ventajas de un sistema continuo de este tipo son la reducción de mano de obra, la velocidad de procesamiento de la aceituna que entra en la almazara lo que evita casi por completo los problemas de atrojamiento, y la higiene en todo el proceso. Aunque no deja de ser cierto que el consumo energético de estos sistemas es elevado, además del consumo de agua y las elevadas inversiones económicas que suponen.

Depósitos de acero inoxidable de una bodega de almacenamiento de aceite. / V. Rodríguez
En la actualidad los sistemas de tres fases han evolucionado hacia los de dos fases, como en su momento ocurrió desde los sistemas tradicionales hacia los de tres fases. En las almazaras de dos fases el consumo de agua es menor, lo que repercute en una menor cantidad de aguas residuales y en un ahorro de un bien tan escaso. Además, para el residuo líquido generado, alperujo, existen gestores autorizados, lo que facilita el control y buen uso de esta sustancia. En cambio en los sistemas de tres fases, si bien el orujo es retirado por las orujeras para terminar de extraer la porción de aceite que pudiera quedar retenido, y así obtener aceite de orujo, el residuo líquido, alpechín, que se genera en estas almazaras no tiene más remedio que acumularse en balsas de evaporación, lo que supone un riesgo de vertido, además de obligar a las almazaras a disponer de espacio suficiente para acumularlo, lo que no siempre es posible.
Guardando un tesoro
Tan importante como obtener el líquido elemento será almacenarlo de forma que no pierda ninguna de sus cualidades. Normalmente el período de almacenamiento no supera la campaña o, como mucho, hasta el inicio de la siguiente.
Los depósitos deben ser inertes y no aportar sabores ni olores al contenido; de limpieza fácil, con un fondo cónico o en plano inclinado y con grifo que permita la purga. Además, el lugar debe mantenerse a una temperatura constante de entre 15 y 18 ºC, evitando temperaturas extremas que puedan hacer que el aceite se congele o que se favorezca la oxidación si ésta es demasiado alta. Es también conveniente que en la bodega no se almacenen materiales que puedan, con sus olores, interferir en el aroma del aceite (Alba, 2004).
«Ni el color ni el brillo de un aceite son indicativos de calidad»
El envasado del aceite será la última etapa para poner el producto en el mercado. El aceite se puede envasar en rama, es decir, sin filtrar o bien después de haberlo filtrado. Los filtros de aceite se utilizan para eliminar las posibles trazas de humedad que pueda contener y darle así un aspecto brillante. Aunque cabe señalar que ni el color ni el brillo de un aceite son indicativos de calidad y no se tienen en consideración en la valoración organoléptica.
Alba Mendoza, J., 2004. «Elaboración del aceite de oliva virgen». El Cultivo del olivo, Ed. Mundi-Prensa, pp. 615-656.
Espínola Lozano, F., 1996. «Cambios tecnológicos en la extracción del aceite de oliva virgen». F. Alimentación, Equipos y Tecnología, abril.
Moya López, A. J. i F. Espínola Lozano, 1995. «Simulación del decantador centrífugo en la extracción del aceite de oliva virgen»., VII Simposio Andaluz del Alimento. Jaén.
Comissió De Les Comunitats Europees, 2002. Reglament CE 1019/2002 sobre les normes de comercialització de l’oli d’oliva (DOCE L-155/27).
——2003, Reglament CE 1989/2003 relatiu a les característiques dels olis d’oliva i dels olis de pinyolada d’oliva i sobre els mètodes d’anàlisi (DOCE L-295/57).
——Reglament CE 1513/2001 sobre el règim d’ajudes i l’estratègia de la qualitat per a l’oli d’oliva (DOCE L-201/4).